–Ø –¥–∞–ª–µ–∫–æ –Ω–µ –º–µ–≥–∞-–º–æ–Ω—Å—Ç—Ä –≤ —ç—Ç–æ–º –¥–µ–ª–µ, –Ω–æ –∫–æ–µ –≤ —á–µ–º —Ä–∞–∑–±–∏—Ä–∞—é—Å—å –∏ —Ö–æ—Ç–µ–ª –±—ã —ç—Ç–∏–º —Å –≤–∞–º–∏ –ø–æ–¥–µ–ª–∏—Ç—å—Å—è.
–õ—é–±–æ–π —Ä–µ–∂—É—â–∏–π –∏ —Ä—É–±—è—â–∏–π –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç –¥–æ–ª–∂–µ–Ω –±—ã—Ç—å –∑–∞—Ç–æ—á–µ–Ω, –∏–Ω–∞—á–µ —Ä–∞–±–æ—Ç–∞—Ç—å —Å –Ω–∏–º –∫–∞–∫ –º–∏–Ω–∏–º—É–º –Ω–µ –∫–æ–º—Ñ–æ—Ä—Ç–Ω–æ, –∞ –≤ –Ω–µ–∫–æ—Ç–æ—Ä—ã—Ö —Å–ª—É—á–∞—è—Ö –≤–æ–æ–±—â–µ –Ω–µ–≤–æ–∑–º–æ–∂–Ω–æ. –õ–∏—á–Ω–æ —è –∏–∑ —Ä–µ–∂—É—â–µ–≥–æ –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ –ø–æ–ª—å–∑—É—é—Å—å –≤ –æ—Å–Ω–æ–≤–Ω–æ–º –Ω–æ–∂–∞–º–∏, —Ä–µ–∂–µ —Ç–æ–ø–æ—Ä–∞–º–∏ –∏ —Å—Ç–∞–º–µ—Å–∫–∞–º–∏. –°–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–µ–Ω–Ω–æ, –ø—Ä–æ —Å–ø–æ—Å–æ–±—ã –∑–∞—Ç–æ—á–∫–∏ —ç—Ç–∏—Ö –ø—Ä–µ–¥–º–µ—Ç–æ–≤ –º–æ–≥—É –≤–∞–º –ø–æ–≤–µ–¥–∞—Ç—å. –í –ø—Ä–∏–Ω—Ü–∏–ø–µ, –∏–º–µ—é –ø—Ä–µ–¥—Å—Ç–∞–≤–ª–µ–Ω–∏–µ –æ–± –æ—Å–æ–±–µ–Ω–Ω–æ—Å—Ç—è—Ö –∑–∞—Ç–æ—á–∫–∏ —Ä—É–±–∞–Ω–∫–æ–≤. –ê –≤–æ—Ç –ø—Ä–æ –∑–∞—Ç–æ—á–∫—É —Ä–µ–∑—Ü–æ–≤ –ø–æ –º–µ—Ç–∞–ª–ª—É –∑–Ω–∞—é –æ—á–µ–Ω—å –º–∞–ª–æ.
–ò—Ç–∞–∫, –∑–∞—Ç–æ—á–∫–∞ –Ω–æ–∂–µ–π.
–ó–∞—Ç–æ—á–∫–∞, –∫–∞–∫ –Ω–∏ —Å—Ç—Ä–∞–Ω–Ω–æ, –ø—Ä–µ—Å–ª–µ–¥—É–µ—Ç –Ω–µ—Å–∫–æ–ª—å–∫–æ —Ü–µ–ª–µ–π.
–í–æ-–ø–µ—Ä–≤—ã—Ö, –Ω—É–∂–Ω–æ, —á—Ç–æ–±—ã –Ω–æ–∂ –±—ã–ª –æ—Å—Ç—Ä—ã–º, –∞ —ç—Ç–æ –¥–æ—Å—Ç–∏–≥–∞–µ—Ç—Å—è –ø—Ä–∏–≤–µ–¥–µ–Ω–∏–µ–º —Ä–µ–∂—É—â–µ–π –∫—Ä–æ–º–∫–∏ (–¥–∞–ª—å—à–µ –Ý–ö) –∫ –º–∏–Ω–∏–º–∞–ª—å–Ω–æ–º—É —Ä–∞–¥–∏—É—Å—É.
–í–æ-–≤—Ç–æ—Ä—ã—Ö, –Ω–æ–∂ –¥–æ–ª–∂–µ–Ω —Ö–æ—Ä–æ—à–æ —Ä–µ–∑–∞—Ç—å, —ç—Ç–æ –¥–æ—Å—Ç–∏–≥–∞–µ—Ç—Å—è –≥–µ–æ–º–µ—Ç—Ä–∏–µ–π —Å–ø—É—Å–∫–æ–≤ –∏ —É–≥–ª–æ–º –Ý–ö.
–í-—Ç—Ä–µ—Ç—å–∏—Ö, –Ω–æ–∂ –¥–æ–ª–∂–µ–Ω –¥–æ–ª–≥–æ –Ω–µ —Ç—É–ø–∏—Ç—å—Å—è, —ç—Ç–æ –¥–æ—Å—Ç–∏–≥–∞–µ—Ç—Å—è —É–≥–ª–æ–º –Ý–ö, –∞ —Ç–∞–∫–∂–µ –∫–∞—á–µ—Å—Ç–≤–æ–º –∏ —Å–ø–æ—Å–æ–±–æ–º –∑–∞—Ç–æ—á–∫–∏.
–ì–µ–æ–º–µ—Ç—Ä–∏—è
–ù–µ –±—É–¥—É —Ä–∞—Å—Å–º–∞—Ç—Ä–∏–≤–∞—Ç—å —Ñ–æ—Ä–º—É –∫–ª–∏–Ω–∫–æ–≤, —Ç–∞–∫ –∫–∞–∫ —ç—Ç–æ –æ—Ç–¥–µ–ª—å–Ω–∞—è —Ç–µ–º–∞ –¥–ª—è —Ä–∞–∑–≥–æ–≤–æ—Ä–∞. –Ý–∞—Å—Å–º–æ—Ç—Ä–∏–º —Ñ–æ—Ä–º—É —Å–ø—É—Å–∫–æ–≤ –∏ —É–≥–æ–ª –∑–∞—Ç–æ—á–∫–∏.

–ì–µ–æ–º–µ—Ç—Ä–∏—è —Å–ø—É—Å–∫–æ–≤ –≤ –¥–∞–Ω–Ω–æ–º —Å–ª—É—á–∞–µ –¥–ª—è –Ω–∞—Å –∏–Ω—Ç–µ—Ä–µ—Å–Ω–∞ —Ç–æ–ª—å–∫–æ –≤ –ø–ª–∞–Ω–µ —Ä–∞–∑–ª–∏—á–∏–π –∫–æ–Ω–≤–µ–∫—Å–Ω–æ–π (–ª–∏–Ω–∑–æ–≤–∏–¥–Ω–æ–π), –∫–ª–∞—Å—Å–∏—á–µ—Å–∫–æ–π –∏ –æ–¥–Ω–æ—Å—Ç–æ—Ä–æ–Ω–Ω–µ–π –Ý–ö. –ó–∞—á–µ–º –Ω—É–∂–µ–Ω –∫–∞–∂–¥—ã–π –≤–∏–¥ –≥–µ–æ–º–µ—Ç—Ä–∏–∏ –∫–ª–∏–Ω–∫–∞, –µ—Å–ª–∏ –∏–Ω—Ç–µ—Ä–µ—Å–Ω–æ, –º–æ–≥—É –ø–æ—Ç–æ–º —Ä–∞—Å—Å–∫–∞–∑–∞—Ç—å.
–£–≥–æ–ª —Å–≤–µ–¥–µ–Ω–∏—è (—É–≥–æ–ª –Ý–ö) ‚Äî —ç—Ç–æ –∫–æ–º–ø—Ä–æ–º–∏—Å—Å –º–µ–∂–¥—É —Ä–µ–∑—É—á–µ—Å—Ç—å—é –∏ —Å—Ç–æ–π–∫–æ—Å—Ç—å—é –Ý–ö. –ß–µ–º –º–µ–Ω—å—à–µ —É–≥–æ–ª —Å–≤–µ–¥–µ–Ω–∏—è, —Ç–µ–º –ª—É—á—à–µ –Ω–æ–∂ –≤—Ä–µ–∑–∞–µ—Ç—Å—è –≤ –º–∞—Ç–µ—Ä–∏–∞–ª, —á–µ–º –±–æ–ª—å—à–µ —É–≥–æ–ª, —Ç–µ–º –±–æ–ª–µ–µ —Å—Ç–æ–π–∫–∞—è –ø–æ–ª—É—á–∞–µ—Ç—Å—è –Ý–ö.
–ü—Ä–∞–≤–∏–ª—å–Ω—ã–π –≤—ã–±–æ—Ä —É–≥–ª–∞ —Å–≤–µ–¥–µ–Ω–∏—è –∑–∞–≤–∏—Å–∏—Ç –æ—Ç –Ω–µ—Å–∫–æ–ª—å–∫–∏—Ö —Ñ–∞–∫—Ç–æ—Ä–æ–≤:
- 1. –û—Å–æ–±–µ–Ω–Ω–æ—Å—Ç–∏ —Å—Ç–∞–ª–∏. –ü—Ä–∏ –º–∞–ª—ã—Ö —É–≥–ª–∞—Ö –º—è–≥–∫–∏–µ —Å—Ç–∞–ª–∏ –±—ã—Å—Ç—Ä–æ —Ç—É–ø—è—Ç—Å—è –∏ –∑–∞–º–∏–Ω–∞—é—Ç—Å—è, —Ç–≤–µ—Ä–¥—ã–µ –≤—ã–∫—Ä–∞—à–∏–≤–∞—é—Ç—Å—è. –ú–∏–Ω–∏–º–∞–ª—å–Ω—ã–π —É–≥–æ–ª —É —Ä–∞–∑–Ω—ã—Ö —Å—Ç–∞–ª–µ–π —Ä–∞–∑–ª–∏—á–µ–Ω.
- 2. –û—Å–æ–±–µ–Ω–Ω–æ—Å—Ç–∏ –æ–±—Ä–∞–±–∞—Ç—ã–≤–∞–µ–º–æ–≥–æ –º–∞—Ç–µ—Ä–∏–∞–ª–∞. –ß–µ–º –º—è–≥—á–µ –º–∞—Ç–µ—Ä–∏–∞–ª, —Ç–µ–º –º–µ–Ω—å—à–µ –º–æ–∂–Ω–æ –¥–µ–ª–∞—Ç—å —É–≥–æ–ª. –ù–∞ —Ç–≤–µ—Ä–¥—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–∞—Ö —Ç–∞–∫–∞—è –∑–∞—Ç–æ—á–∫–∞ –±—É–¥–µ—Ç –±—ã—Å—Ç—Ä–æ –ø—Ä–∏—Ö–æ–¥–∏—Ç—å –≤ –Ω–µ–≥–æ–¥–Ω–æ—Å—Ç—å, –∑–∞—Ç–æ –º—è–≥–∫–∏–µ —Ä–µ–∑–∞—Ç—å –∫–∞–∫ –ª–∞–∑–µ—Ä. –õ—é–±–∞—è –±–æ–ª–µ–µ-–º–µ–Ω–µ–µ –Ω–æ—Ä–º–∞–ª—å–Ω–∞—è —Å—Ç–∞–ª—å –±—É–¥–µ—Ç —Ä—É–±–∏—Ç—å –∂–µ–ª–µ–∑–æ –±–µ–∑ –ø–æ—Å–ª–µ–¥—Å—Ç–≤–∏–π –Ω–∞ –±–æ–ª—å—à–æ–º —É–≥–ª–µ, –∏ —Å—Ç—Ä–æ–≥–∞—Ç—å –≤–æ–ª–æ—Å –Ω–∞ –º–∞–ª–æ–º. –ù–æ –Ω–∏–∫–∞–∫ –Ω–µ –æ–¥–Ω–æ–≤—Ä–µ–º–µ–Ω–Ω–æ, —á—Ç–æ –±—ã —Ç–∞–º –Ω–µ –≥–æ–≤–æ—Ä–∏–ª–∏ –ø—Ä–æ —Å–µ–∫—Ä–µ—Ç–Ω—ã–µ –Ω–æ–∂–∏ –∏–∑ –∫–ª–∞–ø–∞–Ω–∞ –ª–µ—Ç–∞—é—â–µ–π —Ç–∞—Ä–µ–ª–∫–∏.
- 3. –ú–∞—Å—Ç–µ—Ä—Å—Ç–≤–æ –ø–æ–ª—å–∑–æ–≤–∞—Ç–µ–ª—è –Ω–æ–∂–∞ (—Ç–æ–ª—å–∫–æ –¥–ª—è —Ç–≤–µ—Ä–¥—ã—Ö –≤–∏–¥–æ–≤ —Å—Ç–∞–ª–∏). –Ý–ö –ø—Ä–∏ –º–∞–ª–æ–º —É–≥–ª–µ –∑–∞—Ç–æ—á–∫–∏ –æ—á–µ–Ω—å —É—è–∑–≤–∏–º–∞ –∫ –±–æ–∫–æ–≤—ã–º –Ω–∞–≥—Ä—É–∑–∫–∞–º, –Ω–æ –µ—Å–ª–∏ –∏—Ö —Å–≤–µ—Å—Ç–∏ –∫ –º–∏–Ω–∏–º—É–º—É, —Å—Ä–æ–∫ –µ—ë –∂–∏–∑–Ω–∏ –∑–Ω–∞—á–∏—Ç–µ–ª—å–Ω–æ —É–≤–µ–ª–∏—á–∏–≤–∞–µ—Ç—Å—è. –≠—Ç–æ –∏—Å–ø–æ–ª—å–∑—É–µ—Ç—Å—è —è–ø–æ–Ω—Ü–∞–º–∏ –Ω–∞ –∫—É—Ö–Ω–µ - –Ω–æ–∂–∏ –≤—ã—Å–æ–∫–æ–π —Ç–≤–µ—Ä–¥–æ—Å—Ç–∏ –ø—Ä–∏ –∞–∫–∫—É—Ä–∞—Ç–Ω–æ–º –æ–±—Ä–∞—â–µ–Ω–∏–∏, –∏–º–µ—é—Ç –Ω–µ–≤–µ—Ä–æ—è—Ç–Ω—ã–π —Ä–µ–∑ –∏ –¥–æ–ª–≥–∏–π —Å—Ä–æ–∫ —Å–ª—É–∂–±—ã –¥–æ –ø—Ä–∞–≤–∫–∏.
–ê–±—Ä–∞–∑–∏–≤—ã
–ê–±—Ä–∞–∑–∏–≤—ã —Ä–∞–∑–ª–∏—á–∞—é—Ç—Å—è –ø–æ:
- 1) –ì—Ä–∏—Ç–Ω–æ—Å—Ç–∏ (—Ä–∞–∑–º–µ—Ä—É –∞–±—Ä–∞–∑–∏–≤–Ω—ã—Ö —á–∞—Å—Ç–∏—Ü). –ß–µ–º –º–µ–Ω—å—à–µ —Ä–∞–∑–º–µ—Ä –∞–±—Ä–∞–∑–∏–≤–Ω–æ–≥–æ –∑–µ—Ä–Ω–∞, —Ç–µ–º –º–µ–Ω—å—à–µ —Ä–∞–∑—Ä—É—à–µ–Ω–∏–π –æ–Ω —Å–æ–∑–¥–∞—ë—Ç –Ω–∞ –Ý–ö –ø—Ä–∏ –∑–∞—Ç–æ—á–∫–µ. –ü–æ—á–µ–º—É –∂–µ–ª–∞—Ç–µ–ª—å–Ω–æ –∏–º–µ—Ç—å –Ω–∞–±–æ—Ä –∞–±—Ä–∞–∑–∏–≤–æ–≤ —Ä–∞–∑–Ω–æ–π –≥—Ä–∏—Ç–Ω–æ—Å—Ç–∏? –ü–æ—Å–ª–µ –∑–∞—Ç–æ—á–∫–∏ –Ω–∞ –∫—Ä—É–ø–Ω–æ–º –∞–±—Ä–∞–∑–∏–≤–µ –Ý–ö –≤—ã–≥–ª—è–¥–∏—Ç, –∫–∞–∫ 2 –≤–∞—Ä–∏–∞–Ω—Ç –Ω–∞ —ç—Ç–æ–º —Ä–∏—Å—É–Ω–∫–µ:
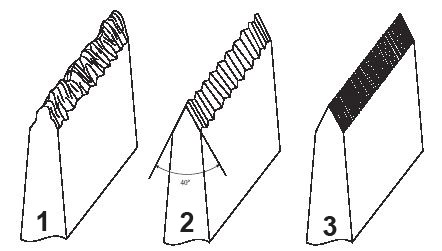
–ï—Å–ª–∏ –Ω–∞—á–∞—Ç—å —Ä–µ–∑–∞—Ç—å –ø–æ—Å–ª–µ —Ç–∞–∫–æ–π –∑–∞—Ç–æ—á–∫–∏, —Ç–æ —Ä–µ–∑ –±—É–¥–µ—Ç –¥–æ–≤–æ–ª—å–Ω–æ –∞–≥—Ä–µ—Å—Å–∏–≤–Ω—ã–º, –Ω–æ –Ω–æ–∂ –±—ã—Å—Ç—Ä–æ –∑–∞—Ç—É–ø–∏—Ç—Å—è. –í—Å–µ –ø–æ—Ç–æ–º—É, —á—Ç–æ –Ý–ö –ø—Ä–µ–¥—Å—Ç–∞–≤–ª—è–µ—Ç —Å–æ–±–æ–π —Ä–≤–∞–Ω—É—é –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—å, —Å –±–æ–ª—å—à–∏–º –∫–æ–ª–∏—á–µ—Å—Ç–≤–æ–º –º–µ–ª–∫–∏—Ö –≤—ã—Å—Ç—É–ø–æ–≤ –∏ —Ç–æ—á–µ–∫ –∫–æ–Ω—Ü–µ–Ω—Ç—Ä–∞—Ü–∏–∏ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–π. –í—ã—Å—Ç—É–ø—ã —ç—Ç–∏, —Å–ª–æ–≤–Ω–æ –º–∏–∫—Ä–æ–ø–∏–ª–∞, –æ—Ç–ª–∏—á–Ω–æ –≤—Ä–µ–∑–∞—é—Ç—Å—è –≤ –º–∞—Ç–µ—Ä–∏–∞–ª, –Ω–æ –∏–∑-–∑–∞ —Å–≤–æ–∏—Ö —Ä–∞–∑–º–µ—Ä–æ–≤ –º–æ–º–µ–Ω—Ç–∞–ª—å–Ω–æ –æ—Ç—Ä—ã–≤–∞—é—Ç—Å—è –∏–ª–∏ –∑–∞–º–∏–Ω–∞—é—Ç—Å—è, –Ω–∞ –Ý–ö –ø–æ—è–≤–ª—è—é—Ç—Å—è –º–∏–∫—Ä–æ—Ç—Ä–µ—â–∏–Ω—ã –∏ —Å–∫–æ–ª—ã.
–ü–æ—Å–ª–µ –æ–±—Ä–∞–±–æ—Ç–∫–∏ —Ç–æ–Ω–∫–∏–º–∏ –∞–±—Ä–∞–∑–∏–≤–∞–º–∏ –Ý–ö –≤—ã—Ä–∞–≤–Ω–∏–≤–∞–µ—Ç—Å—è, –∏ –æ—Å—Ç—Ä–æ—Ç–∞ –¥–µ—Ä–∂–∏—Ç—Å—è –Ω–∞–º–Ω–æ–≥–æ –¥–æ–ª—å—à–µ. –ù–æ —Ç–æ–Ω–∫–∏–µ –∞–±—Ä–∞–∑–∏–≤—ã —Ä–∞–±–æ—Ç–∞—é—Ç –Ω–∞–º–Ω–æ–≥–æ –º–µ–¥–ª–µ–Ω–Ω–µ–µ, –ø–æ—ç—Ç–æ–º—É, –µ—Å–ª–∏ –Ω–µ —Ö–æ—Ç–∏—Ç–µ —Ç—Ä–∞—Ç–∏—Ç—å –æ–≥—Ä–æ–º–Ω–æ–µ –∫–æ–ª–∏—á–µ—Å—Ç–≤–æ –≤—Ä–µ–º–µ–Ω–∏ –Ω–∞ –∑–∞—Ç–æ—á–∫—É, –Ω—É–∂–Ω–æ –∏–º–µ—Ç—å –Ω–∞–±–æ—Ä —Å —Ä–∞–∑–Ω–æ–π –∑–µ—Ä–Ω–∏—Å—Ç–æ—Å—Ç—å—é.
–ö–ª–∞—Å—Å–∏—á–µ—Å–∫–∏ –∏—Å–ø–æ–ª—å–∑—É–µ—Ç—Å—è —É–¥–≤–æ–µ–Ω–∏–µ –≥—Ä–∏—Ç–Ω–æ—Å—Ç–∏, —Ç–æ –µ—Å—Ç—å –ø–æ—Å–ª–µ–¥—É—é—â–∏–π –∞–±—Ä–∞–∑–∏–≤ –ø—Ä–∏–º–µ—Ä–Ω–æ –≤–¥–≤–æ–µ —Ç–æ–Ω—å—à–µ –ø—Ä–µ–¥—ã–¥—É—â–µ–≥–æ (–Ω–∞–ø—Ä–∏–º–µ—Ä –Ω–∞–±–æ—Ä 150-320-500-1200 –∏ —Ç–¥). –ù–∞—á–∏–Ω–∞—Ç—å –≤—Å–µ–≥–¥–∞ —Å —Å–∞–º–æ–≥–æ –≥—Ä—É–±–æ–≥–æ –Ω–µ –Ω–∞–¥–æ, –Ω—É–∂–Ω–æ –æ–ø—Ä–µ–¥–µ–ª–∏—Ç—å —Å—Ç–µ–ø–µ–Ω—å —Ä–∞–∑—Ä—É—à–µ–Ω–∏—è –Ý–ö, –∏–Ω–æ–≥–¥–∞ –∫–æ–≥–¥–∞ –Ω–æ–∂ –ø—Ä–æ—Å—Ç–æ ‚Äú–ø–æ–¥—Å–µ–ª‚Äù, –∏ –ø–æ–ª–Ω–∞—è –∑–∞—Ç–æ—á–∫–∞ –µ–º—É –Ω–µ –Ω—É–∂–Ω–∞, —Ö–≤–∞—Ç–∏—Ç –Ω–µ–±–æ–ª—å—à–æ–π –ø—Ä–∞–≤–∫–∏, –∞ –∑–Ω–∞—á–∏—Ç, –ø–µ—Ä–≤—ã–º –∫–∞–º–µ–Ω—å –¥–ª—è –∑–∞—Ç–æ—á–∫–∏ –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ –≤–∑—è—Ç—å —É–∂–µ –≤—ã—Å–æ–∫–æ–π –≥—Ä–∏—Ç–Ω–æ—Å—Ç–∏. –ê –µ—Å–ª–∏ –Ý–ö —Å–µ—Ä—å–µ–∑–Ω–æ –ø–æ–≤—Ä–µ–∂–¥–µ–Ω–∞ —Å–∫–æ–ª–∞–º–∏ –∏–ª–∏ –∑–∞–º–∏–Ω–∞–º–∏, –Ω—É–∂–Ω–æ –Ω–∞—á–∏–Ω–∞—Ç—å —Å –≥—Ä—É–±–æ–≥–æ, —á—Ç–æ–±—ã –±—ã—Å—Ç—Ä–µ–µ —É—Å—Ç—Ä–∞–Ω–∏—Ç—å –ø–æ–≤—Ä–µ–∂–¥–µ–Ω–∏—è.
- 2) –°–≤—è–∑–∫–µ (—Ç–≤–µ—Ä–¥—ã–µ/–º—è–≥–∫–∏–µ). –ê–±—Ä–∞–∑–∏–≤–Ω—ã–µ —á–∞—Å—Ç–∏—Ü—ã –º–æ–≥—É—Ç –±—ã—Ç—å —Å–≤—è–∑–∞–Ω—ã –º–µ–∂–¥—É —Å–æ–±–æ–π –¥–≤—É–º—è —Å–ø–æ—Å–æ–±–∞–º–∏: –∏–ª–∏ –º–µ–∂–¥—É –Ω–∏–º–∏ –Ω–∞—Ö–æ–¥–∏—Ç—Å—è –∫–∞–∫–æ–µ-—Ç–æ –≤–µ—â–µ—Å—Ç–≤–æ (—Å–≤—è–∑–∫–∞), –∏–ª–∏ –ø—Ä–∏ –ø–æ–º–æ—â–∏ —Å–ø–µ–∫–∞–Ω–∏—è –¥—Ä—É–≥ —Å –¥—Ä—É–≥–æ–º. –ï—â—ë –µ—Å—Ç—å –ø–æ—Ä–æ—à–∫–∏ –∏ –ø–∞—Å—Ç—ã, –Ω–æ —ç—Ç–æ –æ—Ç–¥–µ–ª—å–Ω–∞—è –∏—Å—Ç–æ—Ä–∏—è. –ò —Å–≤—è–∑–∫–∞ –±—ã–≤–∞–µ—Ç –ø—Ä–æ—á–Ω–∞—è –∏–ª–∏ –Ω–µ–ø—Ä–æ—á–Ω–∞—è, –æ—Ç–ª–∏—á–∏—è —Ç–æ–ª—å–∫–æ –≤ —Ç–æ–º, –Ω–∞—Å–∫–æ–ª—å–∫–æ –ª–µ–≥–∫–æ —á–∞—Å—Ç–∏—á–∫–∏ –∞–±—Ä–∞–∑–∏–≤–∞ –æ—Ç—Ä—ã–≤–∞—é—Ç—Å—è –æ—Ç –∫–∞–º–Ω—è.
–ú—è–≥–∫–∏–µ –∫–∞–º–Ω–∏ –±—ã—Å—Ç—Ä–µ–µ –æ–±–Ω–æ–≤–ª—è—é—Ç –∞–±—Ä–∞–∑–∏–≤–Ω—ã–µ —Å–ª–æ–∏, —Ç–≤–µ—Ä–¥—ã–µ –º–µ–Ω—å—à–µ —Å—Ç–∞—á–∏–≤–∞—é—Ç—Å—è. –ù—É–∂–Ω–æ —ç—Ç–æ –ø–æ—Ç–æ–º—É —á—Ç–æ –∞–±—Ä–∞–∑–∏–≤–Ω—ã–µ —á–∞—Å—Ç–∏—Ü—ã –Ω–∞ –≤–µ—Ä—Ö–Ω–µ–º —Å–ª–æ–µ, –ø—Ä–∏ –≤–æ–∑–¥–µ–π—Å—Ç–≤–∏–∏ –Ω–∞ –Ý–ö —Å—Ç–∞—á–∏–≤–∞—é—Ç—Å—è –∏ —Ç–µ—Ä—è—é—Ç –æ—Å—Ç—Ä—ã–µ –≥—Ä–∞–Ω–∏, —Å–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–µ–Ω–Ω–æ, —Ç–µ—Ä—è—é—Ç –∞–±—Ä–∞–∑–∏–≤–Ω—É—é —Å–ø–æ—Å–æ–±–Ω–æ—Å—Ç—å, –ø–ª—é—Å –≤–µ—Ä—Ö–Ω–∏–π —Å–ª–æ–π ‚Äú–∑–∞—Å–∞–ª–∏–≤–∞–µ—Ç—Å—è‚Äù —Å—Ç–æ—á–µ–Ω–Ω—ã–º –º–µ—Ç–∞–ª–ª–æ–º –æ—Ç –Ω–æ–∂–∞.
–ï—Å—Ç—å –µ—â—ë –º–æ–º–µ–Ω—Ç—ã –ø–æ–ª—É—á–µ–Ω–∏—è —Å—É—Å–ø–µ–Ω–∑–∏–∏, –Ω–æ –æ–± —ç—Ç–æ–º –ø–æ—Ç–æ–º.
–ö–∞–∫–∏–µ —Å–≤—è–∑–∫–∏ –ª—É—á—à–µ –∏—Å–ø–æ–ª—å–∑–æ–≤–∞—Ç—å, –≤–æ–ø—Ä–æ—Å –∏–Ω–¥–∏–≤–∏–¥—É–∞–ª—å–Ω—ã–π, –Ω–æ –æ—Å–Ω–æ–≤–Ω–∞—è –∏–¥–µ—è - —Ç–æ—á–∏—Ç—å –º—è–≥–∫–æ–µ —Ç–≤–µ—Ä–¥—ã–º, –∞ —Ç–≤–µ—Ä–¥–æ–µ –º—è–≥–∫–∏–º. –ï—Å–ª–∏ —Ç–æ—á–∏—Ç—å —Ç–≤–µ—Ä–¥—É—é —Å—Ç–∞–ª—å –∫–∞–º–Ω–µ–º –Ω–∞ —Ç–≤–µ—Ä–¥–æ–π —Å–≤—è–∑–∫–µ, —Ç–æ –Ω–∞ –æ–ø—Ä–µ–¥–µ–ª—ë–Ω–Ω–æ–º —ç—Ç–∞–ø–µ –æ—Å—Ç—Ä–æ—Ç–∞ –ø–µ—Ä–µ—Å—Ç–∞–Ω–µ—Ç —É–≤–µ–ª–∏—á–∏–≤–∞—Ç—å—Å—è, –∏ —Å–≤—è–∑–∞–Ω–æ —ç—Ç–æ —Å —Ç–µ–º, —á—Ç–æ –∞–±—Ä–∞–∑–∏–≤–Ω—ã–µ —á–∞—Å—Ç–∏—Ü—ã –≤–æ–∑–¥–µ–π—Å—Ç–≤—É—é—Ç –Ω–∞ –Ý–ö —Å–ª–∏—à–∫–æ–º —Å–∏–ª—å–Ω–æ, –∏ –Ý–ö –Ω–∞—á–∏–Ω–∞–µ—Ç –≤—ã–∫—Ä–∞—à–∏–≤–∞—Ç—å—Å—è. –ù–∞ –º—è–≥–∫–∏—Ö –∂–µ –∫–∞–º–Ω—è—Ö, –Ω–∞–ø—Ä–æ—Ç–∏–≤, –≤—ã–∫—Ä–∞—à–∏–≤–∞—é—Ç—Å—è –∞–±—Ä–∞–∑–∏–≤–Ω—ã–µ —á–∞—Å—Ç–∏—Ü—ã –∏–∑ –º—è–≥–∫–æ–π —Å–≤—è–∑–∫–∏. –í–æ–æ–±—â–µ, –∫–æ–Ω–µ—á–Ω–æ, –≤—Å–µ —Å–ª–æ–∂–Ω–µ–µ, –Ω–æ —Ç–∞–∫ –¥–∞–ª–µ–∫–æ —É–≥–ª—É–±–ª—è—Ç—å—Å—è –Ω–µ –≤–∏–∂—É —Å–º—ã—Å–ª–∞. –í –ø—Ä–∏–Ω—Ü–∏–ø–µ, –º–æ–∂–Ω–æ –∫–æ–Ω–µ—á–Ω–æ –Ω–∞ —Ç–≤–µ—Ä–¥–æ–º –∫–∞–º–Ω–µ —É–º–µ–Ω—å—à–∏—Ç—å –¥–∞–≤–ª–µ–Ω–∏–µ, –Ω–æ –≤—Ä—É—á–Ω—É—é –∫–æ–Ω—Ç—Ä–æ–ª–∏—Ä–æ–≤–∞—Ç—å —ç—Ç–æ –¥–æ—Å—Ç–∞—Ç–æ—á–Ω–æ —Å–ª–æ–∂–Ω–æ, –¥–∞ –∏ —Å–∫–æ—Ä–æ—Å—Ç—å –ø—Ä–æ—Ü–µ—Å—Å–∞ —Ç–æ–∂–µ –∑–Ω–∞—á–∏—Ç–µ–ª—å–Ω–æ —É–ø–∞–¥–µ—Ç.
- 3) –ú–∞—Ç–µ—Ä–∏–∞–ª—É –∞–±—Ä–∞–∑–∏–≤–∞. –ó–¥–µ—Å—å –º–Ω–æ–≥–æ –≤–∞—Ä–∏–∞–Ω—Ç–æ–≤ (–∞–ª–º–∞–∑, –∫–æ—Ä—É–Ω–¥, —ç–ª—å–±–æ—Ä, –∫–∞—Ä–±–∏–¥ –∫—Ä–µ–º–Ω–∏—è –∏ —Ç–¥.), –∏ –ø–∞—Ä–∞–º–µ—Ç—Ä–æ–≤ (—Ç–≤—ë—Ä–¥–æ—Å—Ç—å, —Ö—Ä—É–ø–∫–æ—Å—Ç—å, –∞–±—Ä–∞–∑–∏–≤–Ω–∞—è —Å–ø–æ—Å–æ–±–Ω–æ—Å—Ç—å, –º–µ—Ö–∞–Ω–∏—á–µ—Å–∫–∞—è –∏ —Ö–∏–º–∏—á–µ—Å–∫–∞—è —Å—Ç–æ–π–∫–æ—Å—Ç—å). –¢–∞–∫–∂–µ –º–∞—Ç–µ—Ä–∏–∞–ª—ã –æ—Ç–ª–∏—á–∞—é—Ç—Å—è –ø–æ –ø—Ä–∏—Ä–æ–¥–Ω–æ–º—É –∏–ª–∏ –∏—Å–∫—É—Å—Å—Ç–≤–µ–Ω–Ω–æ–º—É –ø—Ä–æ–∏—Å—Ö–æ–∂–¥–µ–Ω–∏—é. –í–∞—Ä–∏–∞–Ω—Ç—ã –ø–æ–¥–±–∏—Ä–∞—é—Ç—Å—è –∏–∑ –ª–∏—á–Ω—ã—Ö –ø—Ä–µ–¥–ø–æ—á—Ç–µ–Ω–∏–π.
–î–ª—è –Ω–∞—á–∞–ª–∞ —Ä–µ–∫–æ–º–µ–Ω–¥—É—é –≤—ã–±–∏—Ä–∞—Ç—å –∏—Å–∫—É—Å—Å—Ç–≤–µ–Ω–Ω—ã–µ –∫–∞–º–Ω–∏, —Ç–∞–∫ –∫–∞–∫ –Ω–∞—Ç—É—Ä–∞–ª—å–Ω—ã–µ –ø—Ä–∏–ª–∏—á–Ω–æ —Å—Ç–æ—è—Ç, –¥–∞ –∏ –≤ –∏—Ö –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–Ω–∏–∏ –æ—á–µ–Ω—å –º–Ω–æ–≥–æ —Ç–æ–Ω–∫–æ—Å—Ç–µ–π. –¢–∞–∫–∂–µ –µ—Å—Ç—å –µ—â—ë –∏–Ω—Ç–µ—Ä–µ—Å–Ω—ã–π –º–æ–º–µ–Ω—Ç, –≤—Ä–æ–¥–µ –±—ã —Å–∞–º—ã–π –ª—É—á—à–∏–π –∞–±—Ä–∞–∑–∏–≤ ‚Äì –∞–ª–º–∞–∑, –æ–¥–Ω–∞–∫–æ –µ–≥–æ –Ω–µ —Ä–µ–∫–æ–º–µ–Ω–¥—É–µ—Ç—Å—è –∏—Å–ø–æ–ª—å–∑–æ–≤–∞—Ç—å –∫—Ä–æ–º–µ –∫–∞–∫ –Ω–∞ –Ω–∞—á–∞–ª—å–Ω—ã—Ö —ç—Ç–∞–ø–∞—Ö. –î–µ–ª–æ –≤ —Ç–æ–º, —á—Ç–æ –Ω–∞ —ç—Ç–∞–ø–∞—Ö –¥–æ–≤–æ–¥–∫–∏ –∂–µ–ª–∞—Ç–µ–ª—å–Ω–æ, —á—Ç–æ–±—ã –ø—Ä–æ—Ü–µ—Å—Å —Ä–µ–∑–∞ —Å—Ç–∞–ª–∏ –∞–±—Ä–∞–∑–∏–≤–æ–º —Å–º–µ–Ω—è–ª—Å—è –Ω–∞ –≤—ã–≥–ª–∞–∂–∏–≤–∞–Ω–∏–µ, —Ç–∞–∫–∏–º –æ–±—Ä–∞–∑–æ–º —Å–Ω–∏–º–∞—é—Ç—Å—è —Ç–æ—á–∫–∏ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏—è –∏ –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç –Ω–∞–≥–∞—Ä—Ç–æ–≤–∫–∞, —á—Ç–æ –≤–µ–¥—ë—Ç –∫ –∑–Ω–∞—á–∏—Ç–µ–ª—å–Ω–æ–º—É —É–≤–µ–ª–∏—á–µ–Ω–∏—é —Å—Ç–æ–π–∫–æ—Å—Ç–∏ –Ý–ö.
–î–æ—Å—Ç–∏–≥–∞–µ—Ç—Å—è —ç—Ç–æ —Ç–µ–º, —á—Ç–æ —á–∞—Å—Ç–∏—á–∫–∏ –∞–±—Ä–∞–∑–∏–≤–∞ –¥–æ–≤–æ–ª—å–Ω–æ –±—ã—Å—Ç—Ä–æ —Ç–µ—Ä—è—é—Ç –∑–∞–æ—Å—Ç—Ä–µ–Ω–Ω—ã–µ –≥—Ä–∞–Ω–∏ –æ—Ç –º–µ—Ö–∞–Ω–∏—á–µ—Å–∫–æ–≥–æ –≤–æ–∑–¥–µ–π—Å—Ç–≤–∏—è. –ê –≤–æ—Ç —Å –∞–ª–º–∞–∑–æ–º —Ç–∞–∫–æ–≥–æ –Ω–µ –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç –∏–∑-–∑–∞ —Ç–æ–≥–æ, —á—Ç–æ –æ–Ω –æ—á–µ–Ω—å —Ç–≤–µ—Ä–¥—ã–π –∏ –æ—Å—Ç—Ä—ã–µ –≥—Ä–∞–Ω–∏ —É –Ω–µ–≥–æ –Ω–µ —Å—Ç–∞—á–∏–≤–∞—é—Ç—Å—è, –∞ –µ—Å–ª–∏ —á–∞—Å—Ç–∏—á–∫–∞ –∞–±—Ä–∞–∑–∏–≤–∞ —Ä–∞—Å–∫–∞–ª—ã–≤–∞–µ—Ç—Å—è, –≥—Ä–∞–Ω–∏ –æ—Å–∫–æ–ª–∫–æ–≤ –æ–ø—è—Ç—å –∂–µ –æ—Å—Ç–∞—é—Ç—Å—è –æ—á–µ–Ω—å –æ—Å—Ç—Ä—ã–º–∏.
–ü—Ä–∏ —Ä–∞–±–æ—Ç–µ —Å –∞–±—Ä–∞–∑–∏–≤–Ω—ã–º–∏ –∫–∞–º–Ω—è–º–∏ —á–∞—Å—Ç–æ –∏—Å–ø–æ–ª—å–∑—É–µ—Ç—Å—è —Å–º–∞—á–∏–≤–∞–Ω–∏–µ. –í –æ—Å–Ω–æ–≤–Ω–æ–º –∏—Å–ø–æ–ª—å–∑—É–µ—Ç—Å—è —Å–º–∞—á–∏–≤–∞–Ω–∏–µ –≤–æ–¥–æ–π, –∏–ª–∏ –º—ã–ª—å–Ω—ã–º —Ä–∞—Å—Ç–≤–æ—Ä–æ–º.
–ù—É–∂–Ω–æ —ç—Ç–æ –¥–ª—è —Å–º–∞–∑–∫–∏, —á—Ç–æ–±—ã –Ω–æ–∂ –º–µ–Ω—å—à–µ —Ä–∞–∑—Ä—É—à–∞–ª –∫–∞–º–µ–Ω—å. –ö –ø—Ä–∏–º–µ—Ä—É, –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–Ω–∏–µ —è–ø–æ–Ω—Å–∫–∏—Ö –≤–æ–¥–Ω—ã—Ö –∫–∞–º–Ω–µ–π –±–µ–∑ –≤–æ–¥—ã "—É–±–∏–≤–∞–µ—Ç" –∫–∞–º–µ–Ω—å –∑–∞ –Ω–µ—Å–∫–æ–ª—å–∫–æ –º–∏–Ω—É—Ç.
–î–ª—è —É–º–µ–Ω—å—à–µ–Ω–∏—è "–∑–∞—Å–∞–ª–∏–≤–∞–µ–º–æ—Å—Ç–∏" –∫–∞–º–Ω—è –∏ —É–ø—Ä–æ—â–µ–Ω–∏—è –µ–≥–æ —á–∏—Å—Ç–∫–∏, –¥–ª—è –æ—Ö–ª–∞–∂–¥–µ–Ω–∏—è (–æ—Å–æ–±–µ–Ω–Ω–æ –∞–∫—Ç—É–∞–ª—å–Ω–æ –Ω–∞ –º–µ—Ö–∞–Ω–∏—á–µ—Å–∫–∏—Ö —Ç–æ—á–∏–ª—å–Ω—ã—Ö —É—Å—Ç—Ä–æ–π—Å—Ç–≤–∞—Ö), —á–∞—Å—Ç–∏—Ü—ã –∞–±—Ä–∞–∑–∏–≤–∞ –≤–æ–∑–¥–µ–π—Å—Ç–≤—É—é—Ç –Ω–∞ —Å—Ç–∞–ª—å —Å –ø–æ–≤—ã—à–µ–Ω–Ω–æ–π —Å–∫–æ—Ä–æ—Å—Ç—å—é, —Ä–∞–∑–æ–≥—Ä–µ–≤–∞—é—Ç –µ—ë –Ω–∞ –º–∏–∫—Ä–æ—É—Ä–æ–≤–Ω–µ –¥–æ —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä, –Ω–∞ –∫–æ—Ç–æ—Ä—ã—Ö –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç –æ—Ç–∂–∏–≥, –∏ —Ö–æ—Ç—è –≤–µ—Å—å –Ω–æ–∂ –æ—Å—Ç–∞—ë—Ç—Å—è —Ç–≤–µ—Ä–¥—ã–º, –Ω–∞ –Ý–ö (–≥–¥–µ –æ–Ω–∞ —Å–æ–±—Å—Ç–≤–µ–Ω–Ω–æ –∏ –Ω—É–∂–Ω–∞) —Ç–≤–µ—Ä–¥–æ—Å—Ç—å –∑–∞–º–µ—Ç–Ω–æ –ø–∞–¥–∞–µ—Ç).
–î–ª—è –æ–±—Ä–∞–∑–æ–≤–∞–Ω–∏—è —Å—É—Å–ø–µ–Ω–∑–∏–∏ –∏–∑ —á–∞—Å—Ç–∏—á–µ–∫ –∞–±—Ä–∞–∑–∏–≤–∞, –≤—ã–∫—Ä–æ—à–∏–≤—à–µ–≥–æ—Å—è –∏–∑ –æ—Å–Ω–æ–≤–Ω–æ–π –º–∞—Å—Å—ã –∫–∞–º–Ω—è, –µ—â—ë –∏—Å–ø–æ–ª—å–∑—É—é—Ç —Å–º–∞—á–∏–≤–∞–Ω–∏–µ –º–∞—Å–ª–æ–º, –æ—Å–æ–±–µ–Ω–Ω–æ –∞–∫—Ç—É–∞–ª—å–Ω–æ —ç—Ç–æ –ø—Ä–∏ —Ä–∞–±–æ—Ç–µ —Å —É–≥–ª–µ—Ä–æ–¥–∏—Å—Ç—ã–º–∏ —Å—Ç–∞–ª—è–º–∏, –Ω–æ –∏–∑-–∑–∞ –±–æ–ª–µ–µ –≤—ã—Å–æ–∫–æ–≥–æ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–Ω–æ–≥–æ –Ω–∞—Ç—è–∂–µ–Ω–∏—è, –º–∞—Å–ª–æ –ø–æ–¥—Ö–æ–¥–∏—Ç –¥–∞–ª–µ–∫–æ –Ω–µ –∫–æ –≤—Å–µ–º –∫–∞–º–Ω—è–º.
За камнями нужно следить, поверхность обязательно необходимо приводить в порядок, если она имеет неровности или повреждения. Чем ровнее у вас камень, тем качественнее будет выдерживаться угол. Камни выравниваются различными способами, самый простой и эффективный – на притире с абразивным порошком. Притиром может выступать стекло или зеркало.
–ü—Ä–æ–¥–æ–ª–∂–µ–Ω–∏–µ —Å–ª–µ–¥—É–µ—Ç.